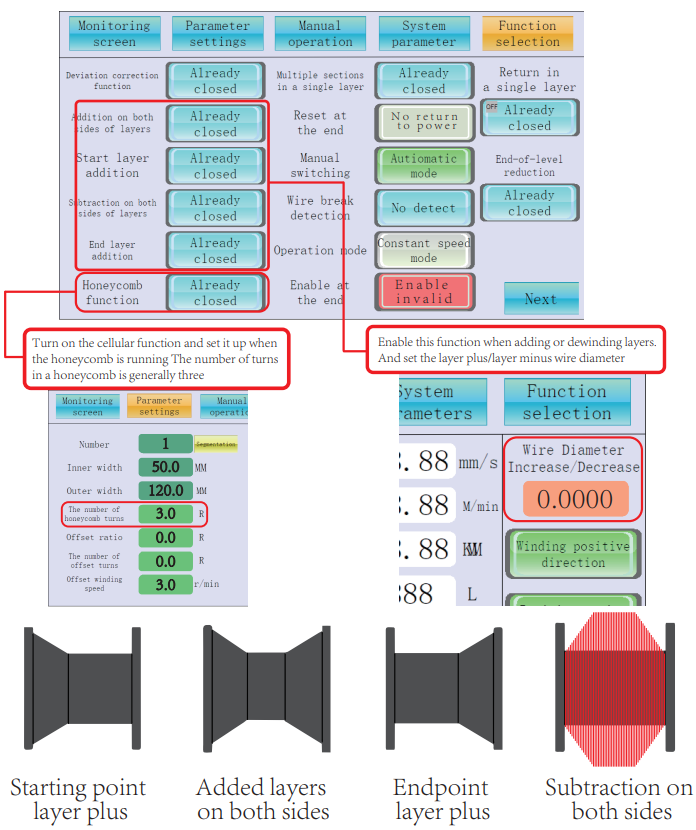
 The above picture shows the range of the spool that can be wound and the inner and outer widths of the spool
The above picture shows the range of the spool that can be wound and the inner and outer widths of the spool  Interface description of the monitoring screen
Interface description of the monitoring screen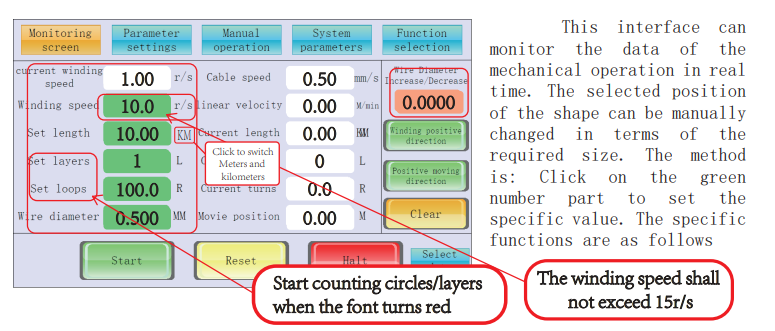
| Function button | Unit | Function Description |
| Current Rao Speed | r/s | The speed of the equipment during winding operation, the higher the number, the faster the speed |
| Winding speed | r/s | Preset the speed during winding operation. The higher the number, the faster the speed |
| Set the length | Km/M | Set the required winding length. When the set length is in red font,It is currently in meter mode |
| Set the number of layers | L | The preset number of layers in meter counting mode. Click to start counting layers when it changes to red font |
| Set the number of turns | R | The preset number of laps in the meter counting mode starts when the font turns red after clicking |
| Wire diameter | MM | Line diameter |
| Function button | Unit | Function Description |
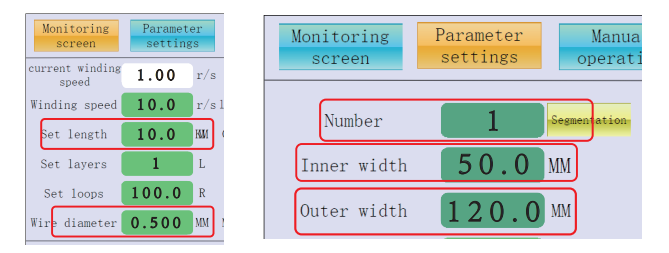
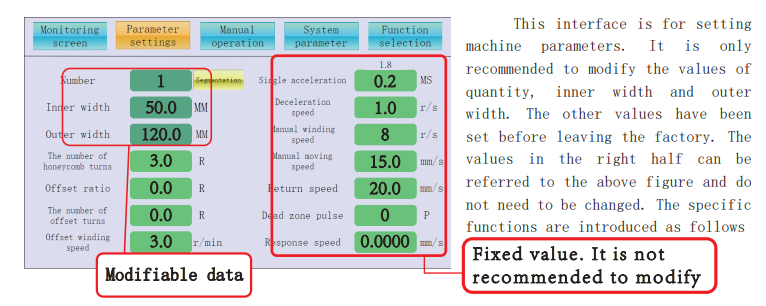
| Quantity | The number of winding reels | |
| Inner width | MM | The inner width of the winding wheel (winding width) |
| Outer width | MM | The outer width of the wound wheel (this data must be precise as it is related to multiple axes.Can it precisely jump to the next reel when winding? |
| Number of cellular circles | R | The number of turns required to wind the honeycomb on the basis of the inner width of the wound wire |
| Offset ratio | % | When winding multiple axes, use the inner width of a single axis as the reference to jump to the next one When pre-winding a reel, set the offset ratio and distance to 30%. When the reel jumps to the next position, the reel will first walk to the 30% position of the reel for several turns (the number of turns can be set), and then return to the original starting point of the reel for winding. |
| Number of offset turns | R | When winding multiple axes, use the inner width of a single axis as the reference to jump to the next one The speed of pre-winding each spool. |
| Offset winding speed | r/s | When winding multiple axes, the pre-winding speed when jumping to the next axis is based on the inner width of a single axis. |
| Function button | Unit | Function Description |
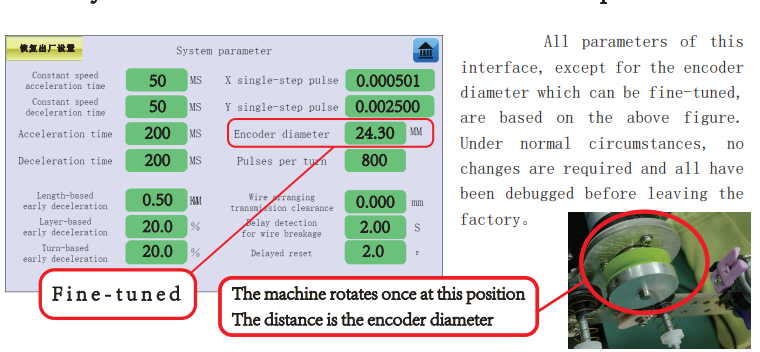
| Constant speed acceleration time | MS | The time from rest to constant speed in parallel winding mode The larger the number, the longer the acceleration time |
| Constant speed deceleration time | MS | The time from constant speed to stop in parallel winding mode The larger the number, the longer the deceleration time |
| Acceleration time | MS | The time from static to high speed in cellular mode, the larger the number,The longer the acceleration time |
| Deceleration time | MS | The time from static to stop in cellular mode, the larger the number,The longer the deceleration time |
| Length-based early deceleration | M / K M | Start decelerating from the remaining length of the winding |
| X single-step pulse | Winding pulse: The system is preset to 0.000501 and no change is required | |
| Y single-step pulse | Ribbon cable pulse: The system is preset to 0.002500 and no change is required | |
| Encoder diameter | M M | The diameter of the meter measuring wheel, for identifying the accuracy of meter measurement parameters |
| One circle of pulse | The number of pulses for one full rotation of the winding is preset to 800 by the system and does not need to be changed | |
| The transmission clearance of the flat cable | The gap between the lead screw and the slider is preset to 0 and does not need to be changed | |
| Delay detection disconnection | S | The time for identifying disconnections, the larger the number, the more delayed the identification of disconnections |